昌宁县位于云南省西部,于1933年由保山永昌、顺宁凤庆析置设县,取两地名后一字为县名,属保山市。地势自西北向东南由高渐低,形成山坝南北纵列高山坝谷相间的地貌状态,高海拔2875.9米,低海拔608米。属亚热带季风气候,有低热、温热、温凉、高寒4个气候带。境内年平均气温14.9℃,端高气温40.4℃,端低气温-6℃。年平均降雨1259毫米,无霜期253天,有右甸河、枯柯河、勐统河、更戛河、大田坝河、漭水河等八大水系。保山市隆阳区东南。 云南省昌宁县是一个年轻的多民族山区农业县,地处滇西大理、临沧、保山三地结合部,属保山地区,山区面积97.05百分之。昌宁县绝大部分地区适宜水稻、玉米、小麦等粮食作物生长。东部及中部约70百分之的温凉山区、半山区适宜种植茶叶、嫁接核桃。南部及西部20百分之的低热、温热河谷区适宜发展甘蔗、种植西瓜、香蕉、芒果等亚热带水果。全县林地面积为总面积的71.4百分之。森林覆盖率为39.42百分之。境内居住着彝族、白族、傣族、壮族、苗族、回族等少数民族,占总人口的9.8百分之。 昌宁县,隶属于云南省保山市,园林县城,于1933年由保山永昌、顺宁凤庆析置设县,取两地名后一字为县名。 昌宁县位于云南省西部,东连凤庆县,西接隆阳区和施甸县,南与永德县隔河相望,北邻永平县、漾濞县、巍山县。有名景点有明代孟波罗古战场遗址、西桂林区等。 2018年6月,昌宁县入选第四批“全国法治县(市、区)创建活动好单位”。 昌宁县,隶属于云南省保山市,位于云南省西部,于1933年由保山永昌、顺宁凤庆析置设县,取两地名后一字为县名。昌宁县东连凤庆县,西接隆阳区和施甸县,南与永德县隔河相望,北邻永平县、漾濞彝族自治县、巍山彝族回族自治县。 [1] 截至2020年,昌宁县辖9个镇、4个乡,总面积3888平方公里。 [2-3] 根据第七次人口普查数据,截至2020年11月1日零时,昌宁县常住人口为319858人。 2017年10月,昌宁县被住建部命名为园林县城。 2019年4月30日,云南省人民决定昌宁县退出贫困县序列。 2019年2月2日,被中医药管理局评为县级全国基层中医药工作好单位。 2020年7月29日,入选2017-2019周期卫生乡镇(县城)命名名单。 2020年10月9日,被生态环境部授予第四批生态文明建设示范市县称号。 2020年,昌宁县完成地区生产总值163.19亿元、同比增4.8百分之;完成规模以上固定资产投资126.61亿元、增0.7百分之;规模以上工业增加值增长2.2百分之;城乡常住居民人均可支配收入分别达33853元、12992元,分别增3.1百分之、7.7百分之。
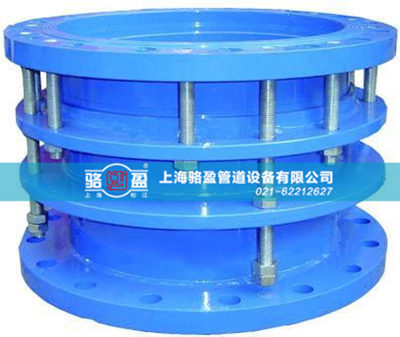
云南省保山市昌宁县双法兰限位
伸缩器多方面使用让它的发展越来越好,不同可用环境,不同流通介质能够挑选可用的结构和材质来达到要求。双法兰
限位伸缩器材质一般分为:球磨铸铁,碳钢,灰铁,不锈钢等类别。
本产品主要是由本体、密封圈、压盖、伸缩短管等主要部件组成。使用性能良好让它的应用越发多方面,它良好的综合性能主要体现在,原有性能基础上增加限位装置,在大伸缩量处用双螺母锁定。管道在允许的伸缩范围内能够自由伸缩,要是超过大伸缩量就起能到限位,保证管道的稳定运行,尤其比较适用于有振动或有一定斜度及拐弯的管路中的连接。
郑州双法兰限位伸缩器作用原理是什么呢?本产品制做材料采用高强度碳钢或不锈钢做选材,采用良好橡胶,使用橡胶紧缩弹性变形原理,在压盖的和螺栓的效果下密封。本产品焊接的较高温度不同,又因热传导需要一定的时间,因此各点是在不同的时间到较高温度点的。但总的来看焊接过程中,焊缝的产生是一次冶金过程。焊缝附近区域的金属相等于收到了一次不同规范的热处理,必将会产生相应组织与使用性能的变化。焊接时,焊缝的结晶是从熔池底部底壁开始成长的。因结晶时各个方向的冷却速度不同,进而产生柱状的铸态组织(由铁素体和少量珠光体所组成)。因结晶是从熔池地步的半融化区开始进行的,低熔点的硫、磷杂质和氧化铁等易偏析物质集中在焊缝区域,将影响到双法兰限位伸缩器的力学性能。
此外,因为本产品焊缝附近各点的受热情况不同,热影响区可分为熔合区和过热区、正火区和部分相变区等。本产品的熔合区是焊缝和基本金属的交接过渡区,此区温度处在固相线和液相线之间,因为焊接过程中母材的温度部分融化,因此也称为半融化区。这时,融化得金属凝固成铸态组织,为融化的金属因为加热温度过高产生过热的粗晶,在低碳钢焊接时,本产品焊接区虽然很小(0.1-1mm)但是因为其强度和韧性都下降,并且在此端面变化,易引起应力集中,因此熔合区在很大的程度上决定着焊接的使用性能。
双法兰限位伸缩器生产工艺比较好,在进行焊接时,需要使其两端接口整体保持温度匀称,局部过热现象将会造成焊接出现差错,焊接不齐和变形。焊接时,尽量保持焊条的干燥,郑州双法兰限位伸缩器使用时管口对好,保持水平一条直线上,焊接口要注意,对好后不可有错位,质检留有间隙,必要时可以用夹持器工具,定位后,进行点焊,管径稍大时应当用四点焊接,匀称分配上下左右,点焊后还需要进一步检查本产品两端,没有问题则进行后的焊接,焊接以半圆为单位,先焊接一半圆,在焊接另一半,焊接前清理以前点焊的残渣,整个焊接过程防止出现未焊透,夹杂,气孔。
本产品的焊接工艺直接关系到质量的好赖,因而针对想购买双法兰限位伸缩器客户的而言。了解本产品焊接工艺还是十分有必要的。
本产品的焊接工艺一般分熔焊、压焊和钎焊三大类,随着焊接的应用,需用对焊缝进行无损检测.如今的焊接工艺已能焊出无内外缺陷的、机械性能等于甚至于高于被连接体的焊缝。本产品处的强度除了会受到焊缝质量影响外,还和他的尺寸、形状、受力位置和工作条件等有关。
如今焊接方式可分手工焊接和自动焊接两种。因为自动焊接工艺目前还不够成熟,本产品的焊接以手工焊为主。
手工焊接主要可分纤维素焊条下向焊和低氢焊条下向焊。手工电弧焊向上焊技术是我国以往管道施工中的主要焊接方法,其特点为管口组对间隙较大,焊接过程中采用息弧操作法完成,每层焊层厚度较大,焊接效率低。手工电弧焊方法灵活简便、适应性强,其下向焊和上向焊两种方法的有机结合及纤维素焊条良好的根焊适应性在许多场合下仍是自动焊方法所不可以替代的。
动焊是双法兰限位伸缩器焊接发展的必然趋势,管道自动焊技术因为焊接效率高,劳动强度小,焊接过程受人为因素影响小等优势,在大口径、厚壁管道生产中应用潜力很大。



 传力接头伸缩器案例
传力接头伸缩器案例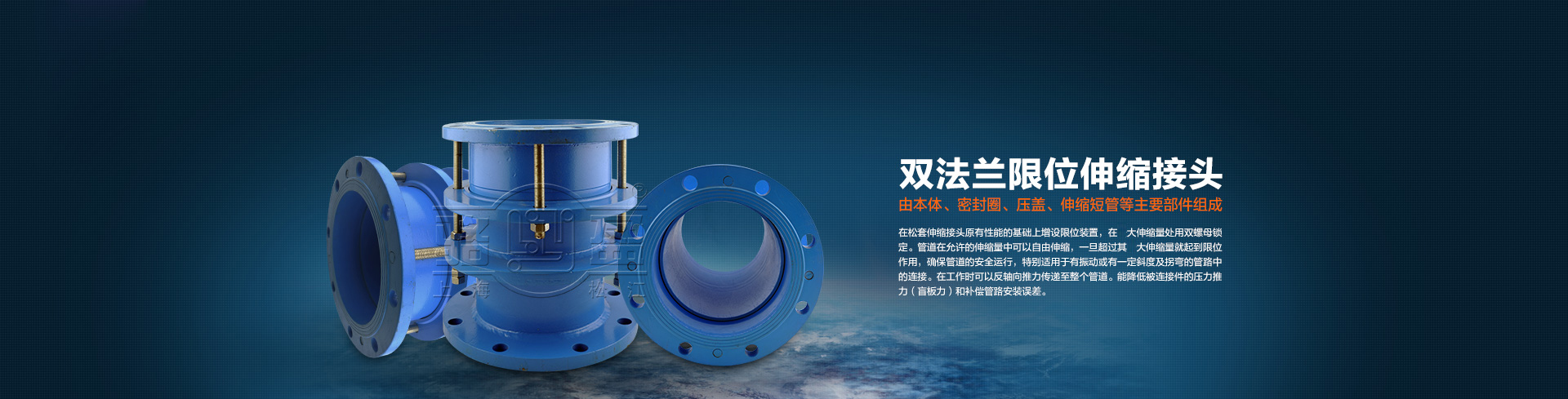 双法兰限位伸缩器
双法兰限位伸缩器 套管伸缩器
套管伸缩器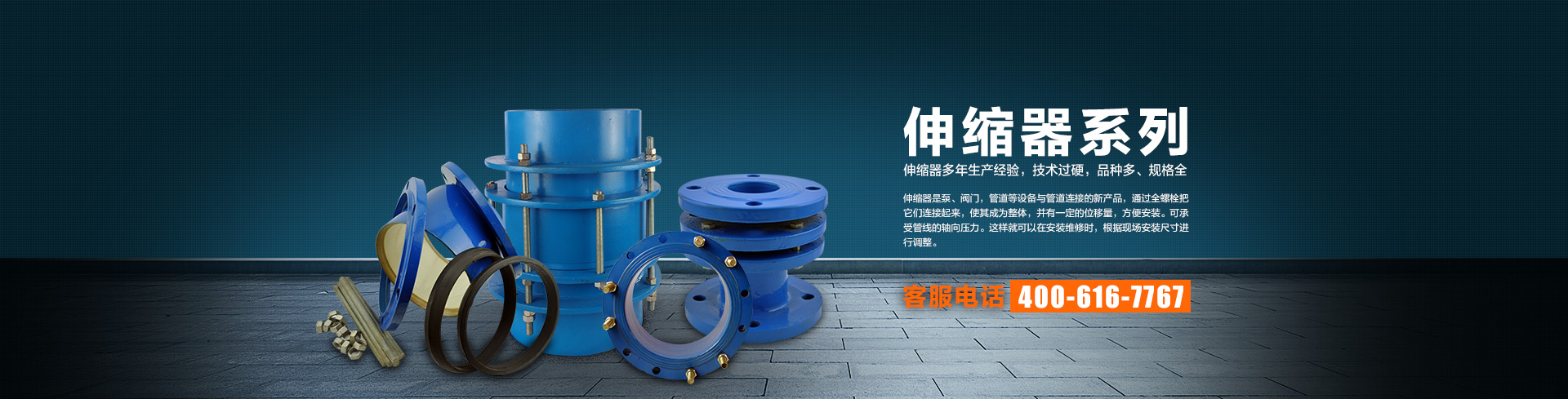 伸缩器
伸缩器