
黔西县,隶属于位于贵州省毕节市,位于贵州中部偏西北、乌江中游鸭池河北岸,距毕节市区115公里,东邻修文县,南邻清镇市和织金县,西邻大方县,西北与百里杜鹃风景名胜区接壤,北和东北与大方县、金沙县接壤,是毕节市的东大门,是黔中经济圈旅游、物流、商贸经济流向西北方向的优选要塞。 黔西县的气候属亚热带温暖湿润气候,平均气温14.2℃。黔西矿产、水能资源丰富,是西部大开发拉开序幕的地方,是贵州省“西电东送”的能源基地。煤炭储量达70多亿吨,水能资源径流年总量达77亿立方米。黔西县旅游资源丰富,素有“一枝花”美誉。境内著名旅游景点有罕见的盛名森林公园——百里杜鹃花区和县域西郊的柳岸水乡旅游区。

贵州省毕节地区黔西县双法兰限位
伸缩器多方面使用让它的发展越来越好,不同可用环境,不同流通介质能够挑选可用的结构和材质来达到要求。双法兰
限位伸缩器材质一般分为:球磨铸铁,碳钢,灰铁,不锈钢等类别。
本产品主要是由本体、密封圈、压盖、伸缩短管等主要部件组成。使用性能良好让它的应用越发多方面,它良好的综合性能主要体现在,原有性能基础上增加限位装置,在大伸缩量处用双螺母锁定。管道在允许的伸缩范围内能够自由伸缩,要是超过大伸缩量就起能到限位,保证管道的稳定运行,尤其比较适用于有振动或有一定斜度及拐弯的管路中的连接。
郑州双法兰限位伸缩器作用原理是什么呢?本产品制做材料采用高强度碳钢或不锈钢做选材,采用良好橡胶,使用橡胶紧缩弹性变形原理,在压盖的和螺栓的效果下密封。本产品焊接的较高温度不同,又因热传导需要一定的时间,因此各点是在不同的时间到较高温度点的。但总的来看焊接过程中,焊缝的产生是一次冶金过程。焊缝附近区域的金属相等于收到了一次不同规范的热处理,必将会产生相应组织与使用性能的变化。焊接时,焊缝的结晶是从熔池底部底壁开始成长的。因结晶时各个方向的冷却速度不同,进而产生柱状的铸态组织(由铁素体和少量珠光体所组成)。因结晶是从熔池地步的半融化区开始进行的,低熔点的硫、磷杂质和氧化铁等易偏析物质集中在焊缝区域,将影响到双法兰限位伸缩器的力学性能。
此外,因为本产品焊缝附近各点的受热情况不同,热影响区可分为熔合区和过热区、正火区和部分相变区等。本产品的熔合区是焊缝和基本金属的交接过渡区,此区温度处在固相线和液相线之间,因为焊接过程中母材的温度部分融化,因此也称为半融化区。这时,融化得金属凝固成铸态组织,为融化的金属因为加热温度过高产生过热的粗晶,在低碳钢焊接时,本产品焊接区虽然很小(0.1-1mm)但是因为其强度和韧性都下降,并且在此端面变化,易引起应力集中,因此熔合区在很大的程度上决定着焊接的使用性能。
双法兰限位伸缩器生产工艺比较好,在进行焊接时,需要使其两端接口整体保持温度匀称,局部过热现象将会造成焊接出现差错,焊接不齐和变形。焊接时,尽量保持焊条的干燥,郑州双法兰限位伸缩器使用时管口对好,保持水平一条直线上,焊接口要注意,对好后不可有错位,质检留有间隙,必要时可以用夹持器工具,定位后,进行点焊,管径稍大时应当用四点焊接,匀称分配上下左右,点焊后还需要进一步检查本产品两端,没有问题则进行后的焊接,焊接以半圆为单位,先焊接一半圆,在焊接另一半,焊接前清理以前点焊的残渣,整个焊接过程防止出现未焊透,夹杂,气孔。
本产品的焊接工艺直接关系到质量的好赖,因而针对想购买双法兰限位伸缩器客户的而言。了解本产品焊接工艺还是十分有必要的。
本产品的焊接工艺一般分熔焊、压焊和钎焊三大类,随着焊接的应用,需用对焊缝进行无损检测.如今的焊接工艺已能焊出无内外缺陷的、机械性能等于甚至于高于被连接体的焊缝。本产品处的强度除了会受到焊缝质量影响外,还和他的尺寸、形状、受力位置和工作条件等有关。
如今焊接方式可分手工焊接和自动焊接两种。因为自动焊接工艺目前还不够成熟,本产品的焊接以手工焊为主。
手工焊接主要可分纤维素焊条下向焊和低氢焊条下向焊。手工电弧焊向上焊技术是我国以往管道施工中的主要焊接方法,其特点为管口组对间隙较大,焊接过程中采用息弧操作法完成,每层焊层厚度较大,焊接效率低。手工电弧焊方法灵活简便、适应性强,其下向焊和上向焊两种方法的有机结合及纤维素焊条良好的根焊适应性在许多场合下仍是自动焊方法所不可以替代的。
动焊是双法兰限位伸缩器焊接发展的必然趋势,管道自动焊技术因为焊接效率高,劳动强度小,焊接过程受人为因素影响小等优势,在大口径、厚壁管道生产中应用潜力很大。



 传力接头伸缩器案例
传力接头伸缩器案例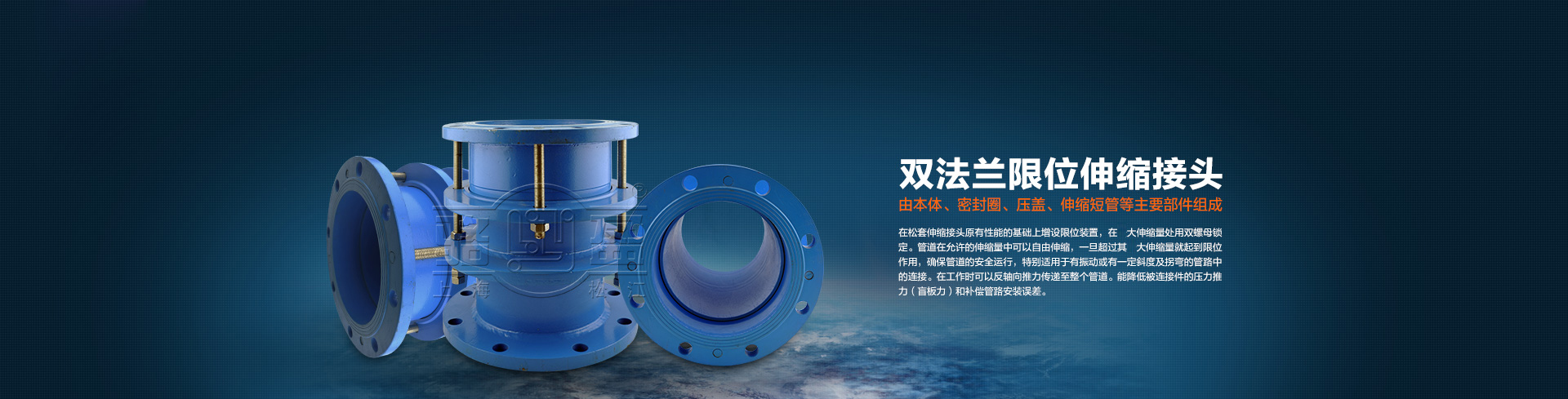 双法兰限位伸缩器
双法兰限位伸缩器 套管伸缩器
套管伸缩器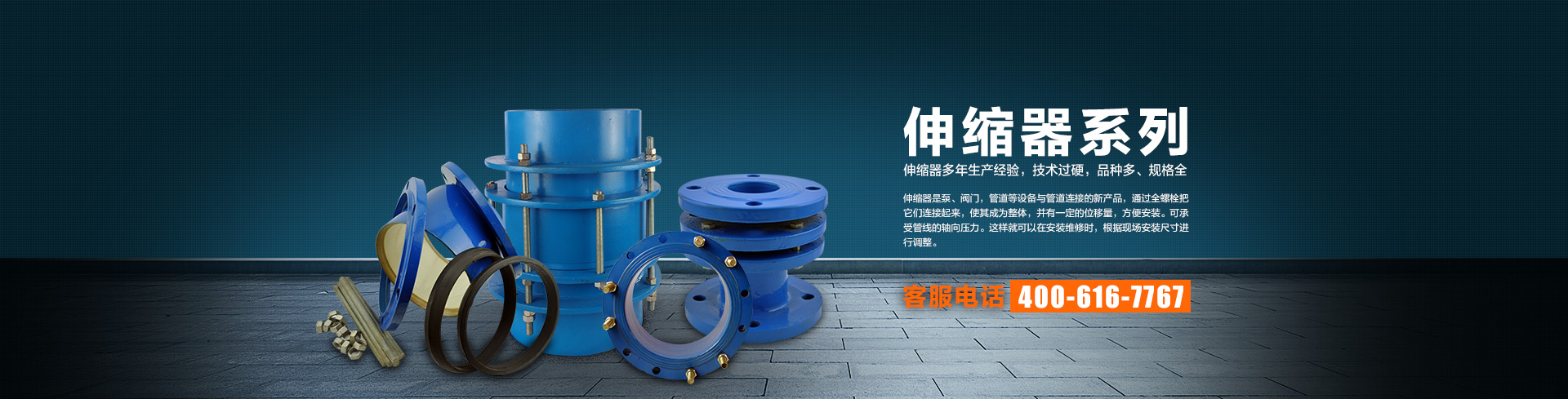 伸缩器
伸缩器